
The Craft Boom
It’s 2019 and the craft business is booming. There are many different versions of craft that fall in line with that saying, i.e., craft eateries, craft jewelers, and even craft candle makers. While the craft brewing business has been on the up-and-up for the better part of two decades, craft distilleries are plowing their way into the market.
While St. George Spirits and Anchor Distilling started last century, along with a few others, the last 5-10 years have seen a real boom in craft distilleries. According to the American Craft Spirits Association, 2018 ended with a total of 1,835 – another double-digit percentage increase to go with the years prior.
2019 is seeing that trend continue with more and more people looking to open their own craft distilleries. However, there are a lot of craft distillery startup costs and considerations involved in bringing those dreams to fruition. Here are a few:
Money, Money, Money: Craft Distillery Startup Costs
You’re going to need it regardless of what you might think. There are many ways of funding craft distillery startup costs, and it’s important to choose your best option(s). Not everyone has pockets deep enough to go out and build the masterpiece that is floating around in their brains.
While having deep pockets is nice, many turn to small business loans. From SBA loans to business lines of credit, you have options, but no matter which financial route you venture down, you’re going to need a well-thought-out business plan.
Most banks and lenders will want to see what you have laid out and how you are going to accomplish those plans. Convincing them to front you the money is not easy but coming in prepared with as detailed of a business plan as possible will help your case.
If you can’t obtain a loan, or just don’t want to, you can go the route of investors. Same as a loan, investors are going to want to see a solid plan. They are also going to want a piece of the pie, and that’s where you want to pay attention.
Using investors has been a successful strategy in starting a business for years. But at what cost? You want to make sure you are comfortable with how much you are giving up to them, as you don’t want to paint yourself into a corner. There has been more than one instance where an investment group pushed out the founder and left them high and dry. But, by doing your due diligence, you can bring in an investment that benefits all involved while continuing growth for years.
Many people start with a contract distiller. While some of the true “craft” enthusiasts frown upon this, it can be an affordable way to break into the business. Have a contract distiller help you make your product while you focus on building your brand. Use your own sweat equity to build the funds you need, and then build your own craft distillery and bring it home.
These are few options for funding your craft distillery startup costs, but where do you spend that money? While there is a plethora of ways to spend it, I want to focus on a few important pieces.
Physical Space
Whether you build out a custom building or lease a small bay, you’re going to need a space. In most cases, this will be your biggest initial expenditure.
- Know your local/state laws so you can outfit your building in the most optimal and profitable way to take advantage of those laws.
- If you can make cocktails on-site, you are probably going to want to dedicate a good amount of space to a tasting room. Even if you can’t make cocktails, laws do change, so have a contingency plan. (Are you listening, Florida?)
- If you know you’re going to be making vodka, make sure you have enough ceiling height to accommodate the many plates you’re going to need.
- Focus on your electrical and water sources, as they are integral parts to a distillery. Finding out that you don’t have enough power after signing a lease can be costly. We’ve had customers that got hammered for tens of thousands of dollars to get to the appropriate infrastructure.
- Think about the location, location, location! This can be a big one. If you are anticipating high foot traffic, try to find a location that suits that. Getting customers into the distillery is much easier when you are in a convenient spot, especially around other social businesses.
(If you’re only focused on manufacturing, location isn’t as important. Just find a space that is conducive to your production needs.)
There are several factors that come into play when choosing a space for your craft distillery; these were just a few of the larger ones.
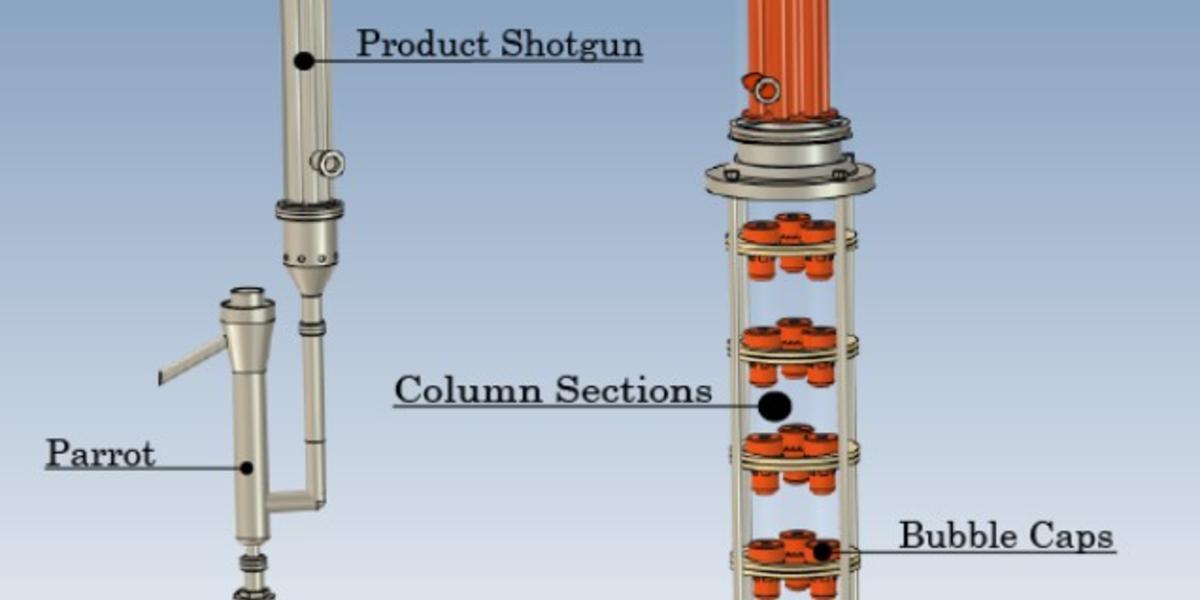
Craft Distilling Equipment
You can’t distill craft spirits without equipment. In your business plan, you need to decide what products you want to make and how you want to make them. You should also have a growth plan so you can size your craft distilling equipment accordingly. Once you know those things, you’ll have an idea of what kind of equipment you need.
As a manufacturer and seller of distillery equipment, StillDragon has come across many different situations concerning the initial equipment purchase. There are several types of systems, each needing its own specific tools or pieces. Don’t buy a steam jacketed kettle if you can’t afford a steam boiler. And don’t buy a large, electric-fired setup if you only have 50 available amps to the entire building.
As mentioned earlier, craft distilling equipment can be costly. You don’t want to size your equipment too small, but at the same time, you don’t want to go too large. As a seller of equipment, it’s StillDragon’s job to find out what you want to accomplish.
- How many hours a day do you want to work?
- How many days a week?
- What kind of production goals do you have?
If you’re looking to sell 1,000 cases a month but only work two days a week, I would consider staying away from a 25-gallon system! Think about what you want and work with your equipment manufacturer to get the properly sized equipment.
Going back to foot traffic, if you want a lot of copper, just know that it comes with a price. Having that nice showpiece can work wonders for your business. People love shiny things!
However, make sure you don’t blow through your whole budget on craft distilling equipment. As shocking as it may seem, being in sales, we’ve had to talk people out of spending too much on equipment. Leave some money for the other things. The idea is to get what you need, grow, and then come back and see us for an appropriate upgrade.
Money, a physical space, and equipment are super important, but this next topic seems to be the most important.
Don’t Overlook Sales and Marketing Craft Distillery Startup Costs
This is vital to the success of your business. You should have a clear budget and a proper plan for spending that budget. You can make the greatest whiskey in the world, but if you can’t get it out to market, no one will ever know.
Not calling out a specific brand, but we’ve seen some products that are all over the country but taste like toilet water. (Assuming we’ve tasted toilet water, which we haven’t!) Those products are out there due to solid, and sometimes expensive, sales and marketing efforts.
Take your time and check with different marketing agencies. Find the one that seems to understand your vision and wants to help you grow.
Next, put boots on the ground! This is another huge factor that can’t be emphasized enough. You want to be out and about with your product any chance you get. The human brain recognizes repetition. If you see something over and over, eventually you’re going to inquire about it. Tastings, farmers’ markets, bartending competitions… be there. Try to get your brand out there in front of as many people as you possibly can.
Bottles and labels come into play within this area as well. Find a bottle and label design that will pop and stand out on a shelf. I know I’m not the only one who has purchased a spirit before based on an eye-catching label. It doesn’t always work out the way I want, but then again, toilet water!
Opening a craft distillery is a dream come true for many people. But doing it right is a MUST for those same people. Take your time, do your research, and focus on the task at hand. Doing these things can only benefit you in the long run. Attack your business plan, and work on the next step without skipping any steps in between. And, when you are up and going, send us a bottle!
Need help choosing the right craft distilling equipment for your startup? Contact the team at StillDragon today. We are happy to help!

{kind=link}